



01 Hibridno zavarivanje debelim pločama laserom i lukom
Zavarivanje debelih ploča (debljine ≥ 20 mm) igra ključnu ulogu u proizvodnji velike opreme u važnim oblastima kao što su vazduhoplovstvo, navigacija i brodogradnja, željeznički transport itd. Ove komponente obično karakterizira velika debljina, složeni oblici spojeva i složena radna okruženja. Kvalitet zavarivanja direktno utiče na performanse i vijek trajanja opreme. Zbog spore brzine zavarivanja i ozbiljnih problema s prskanjem, tradicionalna metoda zavarivanja u zaštitnom plinu suočava se s izazovima kao što su niska efikasnost zavarivanja, visoka potrošnja energije i veliki zaostali napon, što otežava ispunjavanje sve većih proizvodnih zahtjeva. Međutim, hibridna tehnologija laserskog luka razlikuje se od tradicionalne tehnologije zavarivanja. Uspješno kombinira prednosti...lasersko zavarivanjei elektrolučno zavarivanje, a ima karakteristike velike dubine prodiranja, velike brzine zavarivanja, visoke efikasnosti i boljeg kvaliteta zavara, kao što je prikazano na slici 1. Stoga je ova tehnologija privukla široku pažnju i počela se primjenjivati u nekim ključnim područjima.
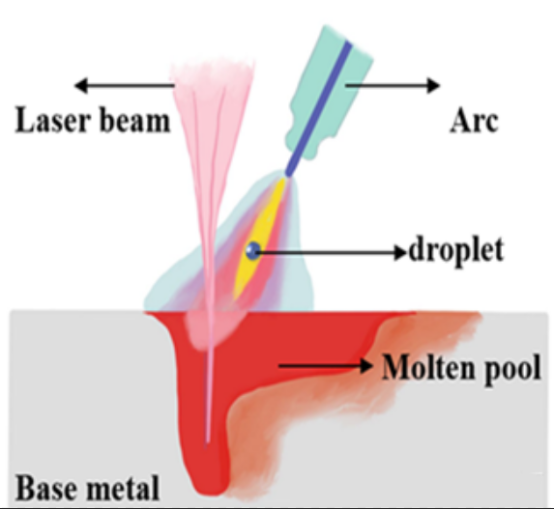
Slika 1 Princip hibridnog laserskog zavarivanja
02Istraživanje hibridnog lasersko-lučnog zavarivanja debelih ploča
Norveški institut za industrijsku tehnologiju i Tehnološki univerzitet Lule u Švedskoj proučavali su strukturnu ujednačenost kompozitnih zavarenih spojeva pod snagom od 15 kW za mikrolegirani visokočvrsti niskolegirani čelik debljine 45 mm. Univerzitet u Osaki i Centralni metalurški istraživački institut u Egiptu koristili su vlaknasti laser od 20 kW za istraživanje hibridnog procesa zavarivanja debelih ploča (25 mm) s jednim prolazom, koristeći donju oblogu za rješavanje problema donje grbe. Danska kompanija Force Technology koristila je dva disk lasera od 16 kW u seriji za istraživanje hibridnog zavarivanja čeličnih ploča debljine 40 mm pri snazi od 32 kW, što ukazuje na to da se očekuje da će se lasersko zavarivanje velike snage koristiti u zavarivanju baza tornjeva vjetroelektrana na moru, kao što je prikazano na slici 2. Harbin Welding Co., Ltd. je prva kompanija u zemlji koja je savladala osnovnu tehnologiju i tehnologiju integracije opreme za hibridno zavarivanje laserom i elektrodom za topljenje velike snage s punim elektrodama. Ovo je prvi put da se u mojoj zemlji uspješno primjenjuje tehnologija i oprema za hibridno zavarivanje laserom i dvostrukom žicom za topljenje velike snage s punim elektrodama na vrhunsku opremu. proizvodnja.
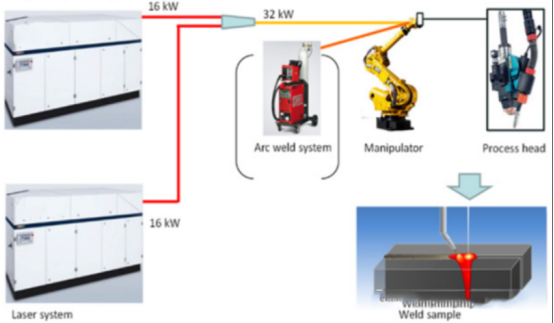
Slika 2. Dijagram rasporeda instalacije lasera
Prema trenutnom stanju istraživanja lasersko-lučnog hibridnog zavarivanja debelih ploča u zemlji i inostranstvu, može se vidjeti da kombinacija lasersko-lučne hibridne metode zavarivanja i uskog žlijeba može postići zavarivanje debelih ploča. Kada se snaga lasera poveća na više od 10.000 vati, pod zračenjem visokoenergetskog lasera, ponašanje isparavanja materijala, proces interakcije između lasera i plazme, stabilno stanje toka rastopljenog kupatila, mehanizam prijenosa topline i metalurško ponašanje zavara će se mijenjati u različitom stepenu. Kako se snaga povećava na više od 10.000 vati, povećanje gustoće snage će intenzivirati stepen isparavanja u području blizu malog otvora, a sila trzaja će direktno uticati na stabilnost malog otvora i tok rastopljenog kupatila, čime će uticati na proces zavarivanja. Promjene imaju nezanemariv uticaj na implementaciju laserskog i njegovih kompozitnih procesa zavarivanja. Ove karakteristične pojave u procesu zavarivanja direktno ili indirektno odražavaju stabilnost procesa zavarivanja do određene mjere, pa čak mogu odrediti i kvalitet zavara. Efekat spajanja dva izvora toplote, lasera i luka, može učiniti da dva izvora toplote u potpunosti ispolje svoje karakteristike i postignu bolje efekte zavarivanja nego kod zavarivanja jednim laserom i elektrolučnog zavarivanja. U poređenju sa metodom autogenog laserskog zavarivanja, ova metoda zavarivanja ima prednosti velike prilagodljivosti zazora i velike debljine zavarivanja. U poređenju sa metodom zavarivanja debelih ploča laserskom žicom sa uskim zazorom, ima prednosti visoke efikasnosti topljenja žice i dobrog efekta fuzije žljebova. Pored toga, privlačenje lasera luku poboljšava stabilnost luka, čineći hibridno lasersko-lučno zavarivanje bržim od tradicionalnog elektrolučnog zavarivanja.lasersko zavarivanje žicom za punjenje, sa relativno visokom efikasnošću zavarivanja.
03 Primjena hibridnog zavarivanja laserom visoke snage
Tehnologija hibridnog laserskog zavarivanja velike snage široko se koristi u brodogradnji. Brodogradilište Meyer u Njemačkoj uspostavilo je proizvodnu liniju za hibridno zavarivanje CO2 laserom snage 12 kW za zavarivanje ravnih ploča trupa i ukrućenja kako bi se postiglo formiranje kutnih zavara dužine 20 m u jednom potezu i smanjio stepen deformacije za 2/3. GE je razvio hibridni sistem za zavarivanje vlaknima i laserom s maksimalnom izlaznom snagom od 20 kW za zavarivanje nosača aviona USS Saratoga, čime je ušteđeno 800 tona metala zavara i smanjen broj radnih sati za 80%, kao što je prikazano na slici 3. CSSC 725 usvaja hibridni sistem za zavarivanje vlaknima i laserom velike snage od 20 kW, koji može smanjiti deformaciju zavarivanja za 60% i povećati efikasnost zavarivanja za 300%. Brodogradilište Shanghai Waigaoqiao koristi hibridni sistem za zavarivanje vlaknima i laserom velike snage od 16 kW. Proizvodna linija usvaja novu procesnu tehnologiju laserskog hibridnog zavarivanja + MAG zavarivanja kako bi se postiglo jednostrano jednoprolazno zavarivanje i dvostrano oblikovanje čeličnih ploča debljine 4-25 mm. Tehnologija hibridnog laserskog zavarivanja visoke snage široko se koristi u oklopnim vozilima. Njene karakteristike zavarivanja su: zavarivanje složenih metalnih konstrukcija velike debljine, niska cijena i visokoefikasna proizvodnja.

Slika 3. Nosač aviona USS Sara Toga
Tehnologija hibridnog laserskog zavarivanja velike snage prvobitno je primijenjena u nekim industrijskim oblastima i postat će važno sredstvo za efikasnu proizvodnju velikih konstrukcija sa srednjim i velikim debljinama stijenki. Trenutno nedostaje istraživanja o mehanizmu hibridnog laserskog zavarivanja velike snage, koji je potrebno dalje ojačati, kao što je interakcija između fotoplazme i luka te interakcija između luka i rastopljenog sloja. Još uvijek postoji mnogo neriješenih problema u procesu hibridnog laserskog zavarivanja velike snage, kao što su uski procesni prozor, neujednačena mehanička svojstva zavarene strukture i komplicirana kontrola kvalitete zavarivanja. Kako se izlazna snaga industrijskih lasera postepeno povećava, tehnologija hibridnog laserskog zavarivanja velike snage će se brzo razvijati i nastavit će se pojavljivati razne nove tehnologije hibridnog laserskog zavarivanja. Lokalizacija, velike razmjere i inteligentnizacija bit će važni trendovi u razvoju opreme za lasersko zavarivanje velike snage u budućnosti.
Vrijeme objave: 24. april 2024.











